2024-10-28
污水处理设备整体系统
可靠的污泥浓缩工艺
污水处理设备根据其规模采用不同的污水处理过程。面向最多3万居民的小型设备通常为采用需氧污泥稳定池的曝气设备。而大型设备(多于3万居民)则通常采用厌氧污泥稳定池。在这个过程中,从二次沉淀池中抽出生物净化过程中产生的活性污泥,将其送回到曝气池中。然而,这部分污泥流需要作为剩余污泥抽出,并与预净化阶段产生的初沉污泥一起送入消化池,以进行厌氧污泥稳定化。
如此大量的剩余污泥带来了巨大的挑战。污泥从二次沉淀池中抽出时稀释度非常高,只有5-10克/升,因此必须浓缩至约50-85克/升,以达到消化池要求的最佳浓度。体积约减少80-90%。有多种方法可以实现这一点,包括静沉浓缩或加压,但每种方法都有相应的缺点。其中一种非常好的方法——具有诸多优点——是用卧螺离心机进行浓缩。
虽然消化池运行在技术上具有一定的挑战性,但这对于污水处理设备的整个过程和由此产生的运行成本至关重要。这是因为理想的消化过程可以提高产气率,从而降低能源成本。同时,经过良好消化的污泥可以很好地脱水,这也能降低处理成本。优化消化池的负荷会对整个处理过程的控制产生非常有利的影响。消化池负荷必须尽可能地均匀、恒定。其中一种方法是使用福乐伟OSE卧螺离心机进行浓缩污泥控制。

浓缩过程和影响因素
从整个处理过程来看,需要考虑几个重点和影响因素:
- 进入污水处理设备的进料条件会影响剩余污泥的浓度和体积。大雨可能会对此产生很大影响。
- 应以工艺优化的方式从二次沉淀池中抽出污泥,也就是污泥产生后应立即抽出。
- 消化池最好选择以恒定速率送入相同浓度的固渣。
- 为了尽可能降低回流负荷,浓缩过程的分离效率必须尽可能高。至少需要95%,98%或更高效率更好。
- 由于絮凝剂会干扰消化过程,因此应尽可能减少用量。
- 污泥中絮凝剂越多,消化池中的粘稠度就越高,就越难以混合, 这会减少产气率。
挑战:
浓缩系统大部分是自主运行的,操作人员无需太关注。但必须保证过程的稳定性和可靠性。 同时,投资成本和运行成本都需要保持在合理的范围内。浓缩系统可以根据整体处理过程的变化或特殊运行情况轻松进行调整。

用卧螺离心机浓缩剩余污泥可以改变污泥的结构(粘度)。经过浓缩的污泥具有凝乳状结构,即使是较高的浓缩浓度也能轻松泵送。这样的污泥发泡较少且气泡更容易排出,这种特性对消化池也能产生有利影响。相比之下,带式浓缩机产生的浓缩污泥结构非常稀薄, 这种污泥更容易在消化池中起泡。
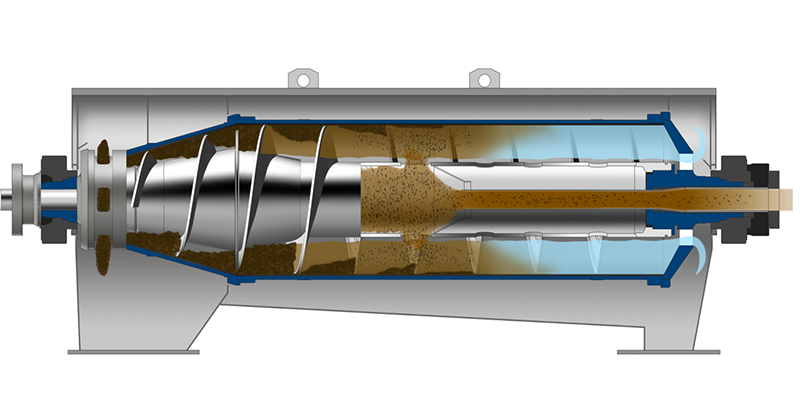
使用卧螺离心机进行浓缩时,固体颗粒在离心机中产生的人造重力场(比地球重力场大数倍)作用下与液体分离。只需要在液相中添加很少量的絮凝剂使其平滑。
考虑到这些影响因素,福乐伟的OSE卧螺离心机专为应对这个处理步骤的挑战而设计,多年来一直在不断改进。此外,这种离心机采用广泛的控制和调节技术,即使在没有操作人员监督的情况下也能可靠地独立运行。卧螺离心机具有广泛的防磨损保护,可确保10万小时以上的使用寿命,并可全天候运行。能耗约为0.10 - 0.3 kWh/m³,具体取决于污泥性质。转鼓和螺旋的几何形状确保达到独特的分离效果。
OSE卧螺离心机是一个封闭式系统,可确保生物污染的气溶胶不会被释放到环境中。低噪音设计和转子低转速可确保低噪音排放。

添加和控制絮凝剂
絮凝剂需要量取决于固体负荷,换句话说,必须根据负荷调节絮凝剂,以确保采用最佳剂量。为此在稀薄的污泥进料中安装一个探头,用于测量固体浓度。根据液压进给和浓度计算负荷,由此相应调节絮凝剂剂量。常用剂量约为每吨污泥0.5 - 2公斤絮凝剂。操作员在操作面板上设置准确剂量,然后控制系统就会自动进行调节。
使用卧螺离心机时不需要完全絮凝,因为絮凝剂仅用于平滑离心液体以提高分离度,而不是用于实际分离。一般来说,使用价格低廉的粉末状产品就足够了,实际上也建议这样做。一个关键信息是:除了传统的合成絮凝剂外,还可以使用基于甲壳素或淀粉的可生物降解的絮凝剂。如果污泥性质良好,在某些情况下使用福乐伟OSE高效污泥浓缩机时可以完全跳过絮凝剂这一步。
浓缩污泥控制
进料条件变化也会影响浓缩污泥的排出。但是,消化池需要稳定的固渣进料和恒定的液压进给。为了确保这两个参数,福乐伟OSE高效污泥浓缩机装配了额外的控制系统来调节浓缩污泥。该系统用探头测量浓缩污泥的浓度。Simp Drive®多级行星齿轮变频驱动系统采用PLC程序中的算法保持浓缩污泥的浓度恒定。操作员只需在操作面板上选择需要的值,例如6%浓缩污泥,其余的都由控制器完成。
随时注意分离效率
分离效率越高,离心液体就越澄清,污水处理设备的回流负荷就越低。福乐伟OSE高效污泥浓缩机可达到95%以上的分离效率,很多时候甚至达到98%以上。传感器可监测离心液体的质量,以便操作人员随时了解分离效率。这样您就能够在出现偏差时立即作出反应,例如调整絮凝剂数量。
福乐伟OSE高效污泥浓缩机的空间需求和操作
这种浓缩系统非常紧凑。每个封闭空间的特定处理量通常比其他系统高得多,尤其是较大的系统。因此它可以安装在现有建筑物中,节省了建筑成本。也可以轻松采用箱式系统。
除了稀薄污泥、浓缩污泥和离心液体的数量外,该系统还监测重要的机器参数,如转速、振动、存储温度、能耗和管道压力。这使操作人员能够随时跟踪所有相关参数。浓缩系统可以在操作面板或工艺控制站上进行操作和监控。除了偶尔检查外,无需现场干预。
易于维护,可按需定制
福乐伟OSE高效污泥浓缩机的设计非常易于维护。所有重要组件和部件都很容易接触到。由于采用广泛的高品质防磨损保护与耐腐蚀的不锈钢材料(V4A和双相不锈钢),可最大限度地降低维护成本。轴承坚固耐用。所有易损件均可在现场更换,因此卧螺离心机在使用寿命期间不会出现长时间停机,
也不需要专用工具。
此外,经操作人员允许后,福乐伟的服务专家可以远程访问控制系统,协助操作或维护工作。
除了易于维护外,系统还能很好地处理或适应不断变化的要求。例如,如果污水处理设备中出现丝状细菌(微丝菌),降低了污泥指数,即使SVI高达300 ml/g,也能很好地处理大量这类污泥。最多是絮凝剂需求可能会增加和/或处理量会有所减少。该系统还非常适合浓缩初沉污泥或混合污泥,只需优化机器设置。如果未来安装热水解等其他技术,OSE卧螺离心机可以根据变化轻松调整。
消化池的恒定负荷可节省加热成本并改善消化过程,提高产气率,最终改善污水处理设备的能量平衡。24小时运行方式降低了投资成本,同时可增强二次沉淀过程的管理。
卧螺离心机使用示例
客户的经验表明,使用卧螺离心机进行浓缩不仅能改善消化程度,还能提高脱水效果。此外,将浓缩离心机全自动集成到过程管理中,能够显著改善生物条件:减少氧气消耗,澄清的离心液体使回流负荷更低,污泥指数一直保持在低水平(90 - 110)。使用卧螺离心机还可改善NH4-N的排出值。最后还十分有利于脱水,脱水离心机的能耗从每立方米2.47降至2.12千瓦时,降低了约14%。
这个例子和相关参数显示了OSE卧螺离心机如何有利于污泥浓缩处理。

作者:污水和水应用主管Klaus Peisl和污水和水应用销售工程师Alexandra Schlierf。