2024-04-18
解决矿山和采石场的污水问题——使用离心机技术与澄清器和絮凝剂投放站
随着矿山和采石场使用年份的增加,矿主和运营商面临着洗砂和产品加工带来的用水问题。这包括缺少沉淀池所需空间、需要在现有沉淀池下方开采、因受规定的约束而没有足够的水、要遵守将水送回到地下水的规定,还有大量水中含有黏土和超细颗粒的问题。
传统的解决方法是使用压滤机和/或沉淀池。这种技术不仅需要大量投资,而且占地面积大,需要操作人员一直在场,还会产生与过滤介质相关的持续运营成本。压滤机和沉淀池是非移动设备,与其相关的土木工程/结构成本会增加资本支出。其他方法,例如将尾矿送到沉淀池也不理想,因为这会使重要的矿产无法得到利用。
为此,用澄清器/絮凝剂投放装置以及专为适应采矿应用的严苛条件而设计的卧螺离心机组成了一套试验设备,通过用这套设备进行两次测试来探索一种经济而可靠的替代方法。该试验设备与同等尺寸的压滤机同时运行,一次运行一周,然后在另一个地点再运行一周。两次测试的结果都展现了出色的干固渣总量、最少的絮凝剂使用量和清澈的离心液体。
引言
2022年7月和8月,在美国威斯康辛州东南部的两个独立的砂砾清洗厂进行了试验运行。一个是位于威斯康辛州Sussex的Lannon Stone Products公司,下文简称“Lannon”。该矿区具有该地区的典型地理特征,具有常见的冰碛物混合物,沉积物、黏土和巨石覆盖着这个地区的白云质灰岩。灰岩含有不同数量的燧石和黏土。
Lannon矿区生产大块建筑石料、砂子和砾石。砾石包括各种乱石、小卵石和机轧碎石。砂子分为不同的应用等级,包括混凝土用砂、砖砂、垫层砂、高尔夫球场砂和超细水洗砂。Lannon公司将用过的洗砂水送到澄清器。通过Clearwater Industries公司的絮凝剂投放站加入絮凝剂后,在澄清器中沉淀。
澄清器的溢流被直接送回洗砂设备,底流则被送到两条加工线。近一半的底流被直接送到他们新安装的2米x2米箱式压滤机,其余部分则送到传统的沉淀/贮存池。后者成为离心机的进料。
 工厂概览和测试设置。
工厂概览和测试设置。第二个测试点是美国威斯康辛州阿灵顿的Tri-County Paving公司阿灵顿中心洗砂厂,下文简称“Tri-County”。该工厂为多个采石场和矿山服务,接收、储存、混合砂砾和洗砂——无论是否在Tri-County公司的运营范围内。因此,这里的矿物种类略多于Lannon公司,但区域地质学表明,大多数需要处理的物质是覆盖白云质灰岩的基本冰碛物混合物。
Tri-County公司在阿灵顿拥有先进的混合和装载设备,因此该工厂能够为客户提供符合非常严格的规范和公差的产品。洗砂厂的污水先通过Clearwater Industries公司的絮凝剂投放装置得到再处理,然后被送入Clearwater澄清器。澄清器排出的溢流被回收到洗砂水存贮池,底流则被直接送到两个沉淀池中,在那里过滤掉多余的水。 然后,澄清器底流再作为进料被输入离心机。这个进料固渣比例比Lannon公司高得多(固渣含量通常接近55% DS)。
 从左到右 - 租赁发电机组、Clearwater Industries公司的澄清器 - 前面是离心机的橇装式控制面板,带有小型储罐的进料泵,卧螺离心机
从左到右 - 租赁发电机组、Clearwater Industries公司的澄清器 - 前面是离心机的橇装式控制面板,带有小型储罐的进料泵,卧螺离心机在这两种情况中(Lannon公司和Tri-County公司)对分离的要求都一样——用过的洗砂水需要去除黏土和超细沉淀物,以便能重复使用。所有砂石都在洗砂厂中洗涤,预计产生的洗砂水中含有有机物质、喷砂残留物、黏土和超细颗粒。
这种受污染的水无法经济地储存在沉淀池中进行蒸发,而沉淀池占用的空间本可以用于未来采矿,获取更多利益。另一方面,这种受污染的水不能返回到地下水源。在这两种情况中,矿区所有者都为澄清器选择了Clearwater Industries公司的絮凝剂投放装置,以提供准确的絮凝剂计量。
试点试验的目的
该试验的主要目的是展示,将离心机与合适的澄清器及校准修正过的絮凝剂投放站结合使用可以成功地
- 回收洗砂水以供重复使用,
- 产生充分干燥的固渣,因此可以不用泵机,而是通过装载进行处理,
- 减少或完全消除对沉淀池的需要,同时
- 经济运行,最大程度减少监督工作。
在两次试验中,试验设备在安装后几小时内都达到了最佳运行性能,超出了测试目标参数。通过不同的进料速度以及离心机转鼓和螺旋速度来测试各种场景。这是为了确定是否能够成功达到离心机转鼓和螺旋转速之间的各种最佳进料/差速组合。
试验中还检验了使用不同絮凝剂用量的情况,以确认每种流量/速度场景是否存在多个最佳生产设置。在每个设置下都测量了与输入进料相对应的离心液(排出液相)的澄清度和固渣的干燥度(DS)。 澄清器的絮凝剂投放站和离心机都可以快速重新校准,使我们能够在每个位置上运行18次单独的“假设”场景。
工艺方法
选用的福乐伟Z5E-4/451型号卧螺离心机装配了防采矿磨损套件,可确保转鼓、螺旋以及设备的所有入口和出口处不会受到澄清器底流中常见矿物带来的滑动磨损。
试验测试中使用卧螺离心机及其不锈钢高台和控制面板。 另外还有来自OEM仓库的给料泵,并配有一个小型给料罐。给料泵对于保持进料流的正压很重要。小型给料罐(虽然通常在试验中不需要)非常方便,因为可以从上方接触,方便团队目视监测进料情况,确认密度计的读数。
离心机的进料流装配了以下实时在线仪表:-
- 密度计,记录进料中悬浮固体的百分比,
- 容积式流量计,记录总进料流的每分钟美制加仑数,
- 容积式流量计,记录投放到进料流中的絮凝剂溶液的每分钟美制加仑数。 最后一条生产线还通过Clearwater Industries公司的絮凝剂投放装置得到监控,该装置能够非常准确地将絮凝剂投放到生产线的进料流中。
离心机的控制面板与所有仪表相连,监控所有运行情况。根据进料的流量或密度的变化会立即进行自动调整——主控制器会选择对转鼓和/或螺旋的转速、差速以及絮凝剂投放量做出任何必要的改动,以保持稳定输出状态。 同时还监控轴承的振动变化以及供电情况。
一旦发生断电,离心机就会自动停止进料并排空转鼓中的固渣。只要供电一恢复,设备就会自动返回到稳定生产状态。
 密度,b) 进料流(gpm)和 c) 絮凝剂计量表(gpm)") 使用仪表示意图 – a) 密度,b) 进料流(gpm)和 c) 絮凝剂计量表(gpm)
使用仪表示意图 – a) 密度,b) 进料流(gpm)和 c) 絮凝剂计量表(gpm)分析
在每个工厂都设立了一个现场实验室,用于分析进料、产生的离心液体和污泥饼样本的固渣干度(DS)。同时还采集了重复样本用于在福乐伟实验室中进行额外分析,包括进料和离心液体样本的总悬浮固含量(TSS)。Tri-County公司试验的进料和离心液体样本被送到美国克拉克测试实验室进行粒径分布分析,德国的福乐伟实验室则分析了Lannon公司试验的样本。
 从进料、固渣和离心液体中采集的36个现场样本中的一个例子
从进料、固渣和离心液体中采集的36个现场样本中的一个例子澄清器排出的底流流入一个简单的储罐,以便操作员目视检查进料情况——正如之前提到的,通常情况下并不需要储罐,但因为它位于进料泵撬装平台上,因此在测试中使用。在生产线的取样点上不断泵出储罐中的液体。进料压力可以忽略不计,所施加的正压力不超过1到2巴(15-30 psi),以确保有进料不断输入离心机。
离心机通过重力排出固渣和液相。在适当的试验重要节点上对进料流、产生的固渣和离心液体定期取样。 样本也被送到外部实验室,获得的粒径分布(PSD)数据如下:
 Lannon公司试验离心机进料粒径分布Tri-County
Lannon公司试验离心机进料粒径分布Tri-County  每次试验的典型固渣进料数量 = 固渣含量26%至55%
每次试验的典型固渣进料数量 = 固渣含量26%至55%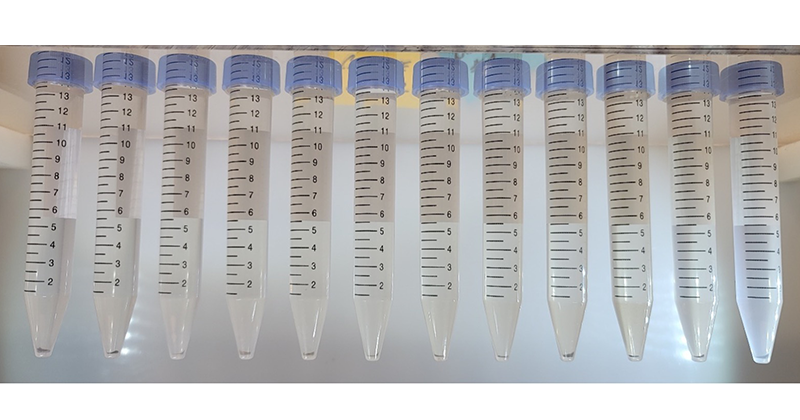
絮凝剂制备
使用Clearwater公司絮凝剂制备系统制备絮凝剂。Tri-County公司使用CW95V干絮凝剂,Lannon公司使用CW16。制备的有效成分浓度0.25%的絮凝剂溶液在整个试验中使用。然后基于絮凝剂溶液的流速和干固渣进料流速计算絮凝剂消耗量。絮凝剂消耗单位为每吨干固渣进料的活性絮凝剂磅数(lb. ap/dry ton)。
分离质量
通过悬浮固体回收、脱水污泥饼中的干固渣总量和絮凝剂消耗几个指标,可以评估分离质量。调整运行参数可决定这些指标质量。固相回收的质量可以目视评估。通过这种快速反馈方法能够专门在产生尽可能干燥的固渣和合格的离心液体方面进行优化。
 干固渣很容易用铲子挖掘
干固渣很容易用铲子挖掘效果
表1和表2显示了参数范围和达到的性能。所有单个试验结果请参见附录。请注意,Tri-County公司的试验8的离心液体明显很差,在同一地点进行的试验13的总固渣含量(DS)读数错误,也没有采集样本。
表1。运行参数的范围。
转鼓速度/加速度 | 1292 - 1838 | rpm |
494 - 999 | x g | |
进料速度(最小 – 最大) | 26 - 90 | gpm |
1578 – 18,739 | 干燥 lb/h |
表2。达到的性能范围。
离心液体 | 0.040 – 0.221 | % TS |
0.001 – 0.155 | % TSS | |
污泥饼 | 69.3 – 77.1 | % TS |
回收(TSS) | 99.9 – 100 | % |
重力
在保持稳定运行条件和参数的情况下,通过调整转鼓速度来检验重力对分离性能的影响。然后调节扭矩,获得最干燥的污泥饼。污泥饼的固渣含量(TS)范围为69.3 - 77.1%,较高的重力下可以获得更干燥的污泥饼。结果如下:
絮凝剂投放
絮凝剂的作用是将固体凝结在一起,因此投放的絮凝剂数量会影响可达到的分离质量。在改变絮凝剂用量的情况下保持稳定的运行参数和条件,由此可以创建絮凝剂曲线,帮助找到最佳的絮凝剂计量窗口。试验发现最佳絮凝剂用量为0.20 - 0.27 lb ap/吨干固渣,将絮凝剂用量增加至超过0.35 lb ap/吨干固渣后,可达到的污泥饼干燥度略有降低。
只需使用很少量的絮凝剂即可持续产生需求的干固渣总量,这一点令人欣喜地证实在工厂辅助分离中经常使用的非常高的投放量是一种过量行为,而且过量投放不利于分离。 初次安装设备后进行仔细试验,可以找到用很低的投放量达到出色分离效果的方法。
结论
为了省去90%或更多的沉淀池所占空间,同时使用卧螺离心机与澄清器/絮凝剂投放装置是非常经济高效的解决方案。这种方法最多可以回收90%的洗砂水。所生产的固渣物质容易用铲子挖掘,适合通过输送机或卡车运输。带有适当磨损保护装置的卧螺离心机和澄清器/配套的絮凝剂投放装置一起使用,能够非常高效地从洗砂工艺中回收水以供重复使用。在美国实施的这些试验所获得的结果与欧洲当前多台设备的运行结果具有100%相关性。
洗砂水中可以去除几乎所有悬浮固体(+99.9%),排出的固渣容易用铲子挖掘,并能通过输送机、螺旋输送机或卡车运走。在稳定状态下,固渣的典型干燥度预期值可达到大于69%,甚至高达77%(质量DS)。
辅助分离所需的絮凝剂用量可减少到最低水平。 每吨干固渣所需絮凝剂通常预期值为500克到2公斤。在0.17 - 0.44 lb ap/吨干固渣(77克 - 199克/吨干固渣)的絮凝剂用量下,离心机的固渣回收率可以达到+99.9%,脱水污泥饼的干燥度达到69%至77% TS。进料速度达到26至90 gpm(98至341 lpm)之间,而且十分稳定。 这相当于每小时5.9至20.4立方米。
排出的离心液体澄清透明,全部可以作为洗砂水得到重复使用,可节省矿区90%的洗砂水需求。电力需求稳定且可预测。只需极少的操作人员进行监督和定期维护。该系统具有失效保护功能,可确保进料中固体量激增、进料错误或停电等情况不会对生产产生负面影响。
福乐伟分离技术公司Eric Gentis和Clearwater Industries公司Andrew Gralton。
[其他作者贡献] 福乐伟分离技术公司Stefan Ecker、Joe Lamb、Terry Ostrom、Martin Eckl、Robert Klug、Tony Kramer、Dustin Miller以及美国威斯康辛州Sussex的Lannon Stone Products Inc公司和威斯康辛州DeForest的Tri-County Paving Inc公司的所有者和工作团队为这篇报告做出了贡献