18.04.2024
Résolution des contraintes d’eau en mines et carrières – Mise en oeuvre de la centrifugation après un clarificateur et avec dosage en polymères
À mesure que mines et carrières évoluent, les exploitants sont confrontés à des problèmatiques d’eau résultant de leur lavage et du traitement des produits. Parmi ces problèmes, ce peut être un manque d’espace pour les lagunes, la nécessité d’exploiter des mines sous des lagunes existantes, une manque d’eau en raison de restrictions, des restrictions spécifiées pour l’eau destinée à être renvoyée dans les eaux souterraines ou même une quantité excessive d’eau chargée par des argiles et des ultra-fines.
La solution traditionnelle consistait à utiliser des filtres-presses et/ou des bassins de décantation statiques. Cette technologie nécessite non seulement des investissements majeurs, mais aussi un espace important, une présence constante de l'opérateur et des frais d'exploitation permanents liés aux éléments filtrants. Les presses et les lagunes ne sont pas déplaçables et les coûts de construction et de génie civil associés viennent s'ajouter aux dépenses d'investissement. Par ailleurs, il n'est pas judicieux d'envoyer les résidus en lagune, car cela met en quarantaine une partie importante de la surface minière.
Une alternative fiable et rentable est ici explorée en examinant deux essais d’une usine pilote composée d’un clarificateurs/d'une unité de dosage en polymères et d’un décanteur centrifuge spécialement conçu pour résister aux rigueurs d’une application minière. L'installation pilote a fonctionné en parallèle d'un filtre-presse de capacité équivalente durant une semaine, et sur un autre site pendant une semaine supplémentaire. Les deux essais ont montré une sicité impressionnante des solides, une utilisation minimale de polymères et un liquide de centrat clair.
Introduction
En juillet et août 2022, des essais pilotes ont été menées sur deux sites distincts équipés d’installations de lavage de sable et de gravier dans le sud-est du Wisconsin. Le site 1 était le Lisbon Pit de Lannon Stone Products, Inc. à Sussex WI et sera désigné ci-après par « Lannon. » Typique de la région, le site minier présente le mélange habituel de till glaciaire comprenant des sédiments, des argiles et des blocs rocheux recouvrant le calcaire dolomitique de la région. Le calcaire contient des quantités variables de chert et d'argile.
La mine de Lannon produit une pierre de taille pour la construction ainsi que du sable et du gravier. Le gravier se compose d'enrochement, de mignonette et de concassé. Le sable est classé en différentes catégories d'application : sable à béton lavé, sable de maçonnerie, sable de remplissage, sable de terrain de golf et sable lavé ultrafin. Lannon envoie ses boues de lavage dans son clarificateur. Cette eau est dosée en polymère par une station de dosage Clearwater Industries Inc., puis laissée à décanter dans le clarificateur.
Le trop-plein du clarificateur est renvoyé directement à l'installation de lavage, et le débit inférieur du clarificateur est acheminé vers l'une des deux voies suivantes. Près de la moitié du débit est envoyée directement vers leur nouveau filtre-presse à chambre de 2 mètres x 2 mètres, et le reste est détourné vers leurs lagunes de décantation/stockage traditionnels. C’est ce même débit qui a fourni l’alimentation pour la centrifugeuse.
 Vue d’ensemble de l’installation et configuration des essais.
Vue d’ensemble de l’installation et configuration des essais.Le deuxième site se trouvait dans la laverie de Tri-County Paving, Inc. à Arlington WI, cité dans le ce document sous le nom « Tri-County. » Cette usine sert de réception principale, de stockage, de mélange et de lavage pour plusieurs carrières et mines, à la fois au sein des opérations de Tri-County Paving et en dehors. Par conséquent, la gamme de minéraux sera un peu plus large qu'à Lannon, mais la géologie régionale impose que le mélange à base de moraine recouvrant le calcaire dolomitique constitue toujours la plupart des matériaux traités.
Les équipements sophistiqués de mélange et de chargement d'Arlington permettent à Tri-County d'offrir à ses clients des produits répondant à des spécifications très précises, avec des tolérances strictes. L’eau de la laverie de sable est à nouveau traitée via une unité de dosage polymères Clearwater Industries avant d’être envoyée au clarificateur Clearwater. L’eau récupérée en débordement du clarificateur est renvoyée dans le bassin de stockage de l’eau de lavage, tandis que le flux inférieur est envoyé directement dans l'un des deux bassins de décantation pour percoler l'excès d'eau. Une fois de plus, le débit de boue issu du clarificateur a été envoyé en alimentation de la centrifugeuse. Il comportait un taux de matière en suspension beaucoup plus élevé que sur le site de Lannon (généralement proche de 55 % de MES).
 De gauche à droite - le groupe électrogène, le clarificateur de Clearwater Industries - avec au premier plan l'armoire de commande de la centrifugeuse monté sur skid, la pompe d'alimentation et sa petite cuve, et le décanteur centrifuge
De gauche à droite - le groupe électrogène, le clarificateur de Clearwater Industries - avec au premier plan l'armoire de commande de la centrifugeuse monté sur skid, la pompe d'alimentation et sa petite cuve, et le décanteur centrifugeDans les deux cas (Lannon et Tri-County), le même besoin de séparation existait : l'eau de lavage du sable devait être débarrassée de l'argile et des sédiments ultrafins pour pouvoir être réutilisée. Tout le sable est lavé dans l’installation, l’eau de lavage qui en résulte pouvant être désormais contaminée par des matières organiques, des résidus de dynamitage, des argiles et des particules ultrafines.
Le stockage de cette eau contaminée dans des bassins d'évaporation ne présentait pas d'avantages économiques. De plus, l'espace que nécessitaient ces derniers pouvait être utilisé de manière plus rentable pour l'exploitation minière future. L'eau ne pouvait pas non plus être renvoyée dans les sources d’eau souterraine sous sa forme actuelle. Dans les deux cas, les propriétaires de la mine ont également choisi un clarificateur alimenté par une unité de dosage de polymères Clearwater Industries pour fournir un dosage précis du floculant.
Objectif des essais pilotes
L’objectif principal des essais pilotes était de montrer que la combinaison d’une centrifugeuse avec un clarificateur adapté et une station de dosage de polymères correctement étalonnée permet de :
- Recycler l’eau de lavage,
- produire des solides secs pelletables plutôt que de travailler par pompage,
- économiser l'espace du bassin de décantation, voire l'éliminer totalement,
- tout en garantissant un fonctionnement rentable avec une supervision minimale.
L’unité pilote a été amenée à des performances opérationnelles optimales quelques heures après l’installation, dépassant même les paramètres cibles. Nous avons profité de l’occasion pour tester différents scénarios en utilisant des débits d’alimentation et des vitesses de bol et de vis différentes. Il s'agissait de vérifier si diverses combinaisons optimales d’alimentation/vitesse différentielle entre le bol de la centrifugeuse et les tr/min de la vis sans fin pouvaient être obtenues avec succès.
Des variations dans le dosage polymères ont également été étudiées pour confirmer s’il existait plus d’un réglage de production optimal pour chaque scénario de volume/vitesse. La clarté du centrat (sortie liquide) et la siccité des solides (MS) produits ont été mesurées en rapport avec l'alimentation pour chaque réglage machine. La station de dosage du clarificateur et la centrifugeuse peuvent être recalibrés rapidement, ce qui nous a permis d’exécuter 18 scénarios distincts sur chaque site.
Méthodologie
Le décanteur centrifuge Z5E-4/451 Flottweg sélectionné a été équipé d’une protection anti-abrasion de type minier pour garantir que le bol, la vis et tous les points d’entrée et de sortie de l’unité soient protégée contre l’usure due aus boues typiques provenant d’un clarificateur.
Les essais pilotes comprenaient le décanteur centrifuge, son support en acier et son armoire de commande. Ils comprenaient également une pompe d'alimentation provenant de l'équipementier, qui était livrée avec une petite cuve d'alimentation. La pompe d’alimentation est importante pour maintenir une pression positive sur le flux d’alimentation. La cuve d'alimentation (bien qu'elle ne soit généralement pas nécessaire pour les essais) était pratique car il était accessible par le haut et permettait à l'équipe de contrôler visuellement l'alimentation, en confirmant les valeurs affichées par le densimètre.
Le flux d'alimentation de la centrifugeuse était équipé des instruments en ligne suivants : -
- un densimètre qui enregistre le pourcentage de solides en suspension de l’alimentation d’entrée,
- un débitmètre qui mesure le débit d’alimentation total, et
- un débitmètre qui mesure le débit de solution polymère introduite dans le flux d’alimentation. Cette dernière ligne a également été surveillée par l’unité de dosage de polymère Clearwater Industries Inc, qui distribue le polymère avec une grande précision sur cette ligne et donc dans le flux d’alimentation.
L'armoire de commande de la centrifugeuse est relié à toute l'instrumentation et surveille tous les paramètres de fonctionnement. Des ajustements immédiats et automatiques sont effectués pour tenir compte des changements de volume ou de densité en alimentation - les commandes principales sélectionnent les changements nécessaires dans le régime du bol et/ou de la vis, ainsi que leur vitesse différentielle, et le dosage en polymère pour maintenir la production avec un résultat stable. Les roulements sont également surveillés pour détecter toute variation des vibrations, tout comme l’alimentation électrique.
En cas de perte de puissance, la centrifugeuse stoppe automatiquement l’alimentation et évacue les solides contenus dans le bol. Si l'alimentation est rétablie, l'unité revient automatiquement à un état de production stable, quel que soit le stade de mise en arrêt du cycle.
 densité, b) débitmètre d’alimentation en gpm et c) débitmètre de dosage en polymère en gpm") Illustration de l’instrumentation – a) densité, b) débitmètre d’alimentation en gpm et c) débitmètre de dosage en polymère en gpm
Illustration de l’instrumentation – a) densité, b) débitmètre d’alimentation en gpm et c) débitmètre de dosage en polymère en gpmAnalyse
Un laboratoire a été installé sur chaque site afin d'analyser le taux de matières en suspension (MeS) du flux en alimentation, du centrat et du 'gâteau' générés. Des échantillons en double ont également été prélevés pour être analysés dans le laboratoire Flottweg, qui ont effectué des analyses supplémentaires, notamment sur les matières en suspension totales (TSS) des échantillons en alimentation et du centrat. Un échantillon en alimentation et du centrat a été envoyé au laboratoire d’essais Clark pour une analyse granulométrique aux États-Unis pour les essais de Tri County ; et a été mesuré par le laboratoire Flottweg en Allemagne pour les essais de Lannon.
 Exemple d'un des 36 échantillons prélevés sur l'alimentation, les solides et le centrat
Exemple d'un des 36 échantillons prélevés sur l'alimentation, les solides et le centratLe flux inférieur sort du clarificateur vers une simple cuve de rétention pour permettre à l’opérateur d’inspecter visuellement l’alimentation. Bien qu'elle ne soit pas indispensable, cette cuve a été utilisée pour les essais pilotes car disponible sur le skid de la pompe d’alimentation. Le contenu de cette cuve de stockage a ensuite été pompé en continu hors du point de prélèvement sur la ligne. La pression d'alimentation était minime, pas plus d'un ou deux bars (15-30 psi) de pression étaient appliqués pour s'assurer que l'alimentation à la centrifugeuse soit suffisante.
La centrifugeuse décharge les flux solides et liquides par gravité. Des prélévements périodiques du flux d'alimentation, des solides et du centrat produit ont été fait aux moments importants des essais. Certains ont également été envoyés à un laboratoire extérieur pour obtenir des données sur la granulométrie (PSD), comme indiqué ci-dessous :
 Essai Lannon sur la granulométrie en alimentation de la centrifugeuse Tri-County
Essai Lannon sur la granulométrie en alimentation de la centrifugeuse Tri-County  Matières en suspension types par essai = entre 26 % et 55 % de solides
Matières en suspension types par essai = entre 26 % et 55 % de solides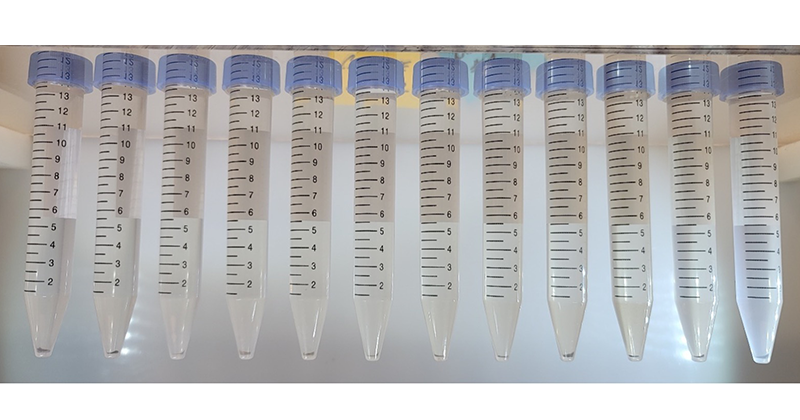
Préparation des polymères
Le polymère a été conditionné à l’aide d’un système de préparation Clearwater. Le polymère poudre utilisé était le CW95V à Tri County et le CW16 à Lannon. Une solution polymère avec concentration de 0,25 % en matière active a été préparée et utilisée tout au long de l'essai pilote. La consommation de polymère a ensuite été calculée sur la base du débit de la solution de polymère et du débit des solides secs de l’alimentation. La consommation de polymère est mesurée en livres de matière active par tonne de matière sèche (lb. MA/TMS).
Qualité de séparation
La qualité de la séparation est évaluée par le taux de capture, la siccité du 'gâteau' déshydraté et la consommation de polymère. L’ajustement des paramètres de fonctionnement déterminera la qualité de ces critères. La qualité du taux de capture peut être évaluée visuellement. Cette prise d'information rapide permet d'optimiser la siccité la plus élevée en gardant un centrat acceptable.
 Solides secs très facilement pelletable
Solides secs très facilement pelletableRésultats
Les plages de paramétrages et les performances obtenues sont indiquées dans les tableaux 1 et 2. Tous les résultats spécifiques de l’essai sont disponibles en annexe. Il convient de noter que l'essai 8 à Tri County présentait un centrat visiblement médiocre, et que l'essai 13 sur le même site présentait une erreur de lecture de la MeS et les échantillons n'ont pas été prélevés.
Tableau 1. Paramètrages de fonctionnement.
Vitesse du bol/accélération | 1292 - 1838 | t/min |
494 - 999 | x g | |
Débit d'alimentation (min-max) | 26 - 90 | gpm |
1578 – 18,739 | lb MS/h |
Tableau 2 Performances atteintes.
Centrat | 0,040 – 0,221 | % MS |
0,001 – 0,155 | % MES totale | |
Gâteau | 69,3 – 77,1 | % MS |
taux de capture (MES Totale) | 99,9 – 100 | % |
Force g
L’impact de la force g sur les performances est examiné en ajustant la vitesse du bol tout en maintenant des conditions et des paramètres de fonctionnement constants. Le couple est ensuite ajusté pour obtenir le gâteau le plus sec. La siccité du gâteau étaient comprise entre 69,3 et 77,1 % de MS, le gâteau étant plus sec lorsque la force g est plus élevée. Les résultats sont présentés ci-dessous :
Dosage polymères
Dans la mesure où le polymère lie les solides entre eux, la quantité de polymère dosée influencera la séparation réalisable. Une courbe de polymère peut être établie en faisant varier la consommation de polymère tout en maintenant des paramètres et des conditions d'exploitation constants, ce qui peut être utilisé pour déterminer une fenêtre de dosage en polymère optimale. La dose optimale de polymère a été déterminée à 0,20 – 0,27 lb MA/tonne de MS, tandis qu’une légère réduction de la siccité du gâteau a été obtenue après l’augmentation du dosage de polymère à plus de 0,35 lb MA/tonne MS.
Ce très faible volume de polymère nécessaire pour produire systématiquement le pourcentage de solides secs obtenu était une confirmation bienvenue que les taux de dosage généralement beaucoup plus élevés utilisés dans l’industrie pour les séparations d’assistance étaient excessifs, et donnaient des résultats de séparation médiocres en cas de surdosage. Un essai minutieux lors de l’installation initiale fournira une excellente séparation à faible dose.
Conclusion
Pour économiser jusqu’à 90 % d’espace dans le bassin voir plus, un décanteur centrifuge combiné à un clarificateur/une unité de dosage polymères constitue une solution abordable et très efficace. Jusqu’à 90 % de l’eau de lavage du process peut être recyclée. Il en résulte une matière solide pelletable pouvant être transportée par convoyeur ou par camion. La recyclage de l’eau issue de la laverie de sable et de gravier avec un décanteur centrifuge correctement protégé contre l’usure en combinaison avec un clarificateur/une unité de dosage de polymère correspondante, fonctionne extrêmement bien. Les résultats obtenus sur ces essais américains sont 100 % en corrélation avec les résultats obtenus sur les nombreuses installations actuelles en Europe.
Presque tous les solides en suspension (+99,9 %) sont éliminés de l’eau de lavage. Ils sont pelletables et peuvent être évacués par un convoyeur à bande, une vis convoyeuse ou un camion. Une siccité type des solides de ≥ 69 % à 77 % (de matière sèches) peut être obtenue.
Le dosage polymère requis pour faciliter la séparation était minime. Les attentes habituelles vont de 0,5 à 2 kgMA par tonne de matière sèche. La centrifugeuse a été en mesure d'obtenir un taux de capture des solides de +99,9 % et un gâteau déshydraté de 69 % à 77 % de MS avec des dosages polymères de 0,17 - 0,44 lb MA/TMS (77g - 199g par TMS). Ces débits d'alimentation constants de 26 à 90 gpm (98 à 341 lpm) ont été atteints. Cela se traduit par un débit compris entre 5,9 et 20,4 m³/h.
Le centrat (liquide) obtenu est clair et entièrement réutilisable comme eau de lavage, ce qui permet à la mine d'économiser jusqu'à 90 % de ses besoins en eau. La demande électrique est cohérente et prévisible. Très peu de supervision de la part de l'opérateur et de maintenance périodique sont nécessaires, et le système est protégé contre les défaillances afin d'éviter tout impact négatif lié à une augmentation soudaine du taux de solides dans la boue, à une défaillance de l'alimentation ou à une interruption électrique.
Eric Gentis, Flottweg Separation Technology et Andrew Gralton, Clearwater Industries Inc.
[Contributions d'auteurs supplémentaires] Stefan Ecker, Joe Lamb, Terry Ostrom, Martin Eckl, Robert Klug, Tony Kramer et Dustin Miller de Flottweg Separation Technology et les propriétaires et équipes de Lannon Stone Products, Inc. de Sussex WI et Tri-County Paving Inc de DeForest WI ont contribué à ce rapport